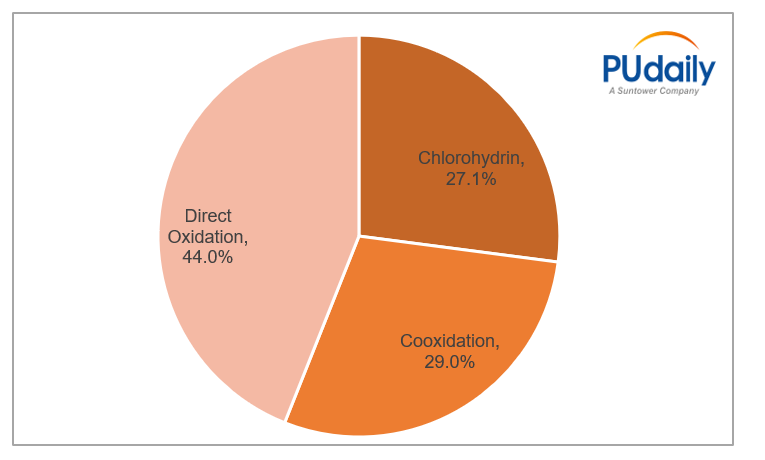
On July 14, the National Development and Reform Commission issued the National Industrial Restructuring Guidance Catalogue (2023 Edition) to seek public comments. In the new edition of the Catalogue, PO projects using chlorohydrination process based on calcium saponification are included in the eliminated category for the petrochemical and chemical industries (such projects are required to be eliminated by December 31, 2025). Restrictions on PO projects using chlorohydrination process can be traced back to the National Industrial Restructuring Guidance Catalogue (2011 edition). By the end of 2022, the share of PO projects using chlorohydrination process in China had decreased to 27.1%.
In chlorohydrination process, PO is manufactured using propylene and chlorine as the raw materials through chlorohydrination, saponification and rectification. Firstly, excess propylene is added to the mixture of water and chlorine to produce chloropropanol through chlorohydrination. The remaining propylene as well as hydrogen chloride and some organic chlorides (such as dichloropropane) produced in the reaction are discharged from the top of the reactor. and the hydrogen chloride and organic chlorides are removed through condensation for recovering the propylene. The chloropropanol solution containing 4% hydrochloric acid was discharged from the bottom of the reactor. Secondly, saponifier is added (caustic soda, instead of lime milk used in the traditional chlorohydrination process, is used in modified chlorohydrination process) to saponify chloropropanol for making crude PO. Thirdly, crude PO is transferred to the rectification column for separation and refining. The chlorohydrination process is composed of chlorohydrination, saponification and rectification.
As a mature technology, chlorohydrination process features production of a single product, easy operation of the facilities, low purity requirement for propylene and low building costs for the facilities. But it consumes a large amount of lime, chlorine and water, and results in a large amount of waste water and residue, which not only pollute the environment, but also cause corrosion to the equipment. Over the past decades, many firms at home and abroad have refined the process in different ways, represented by
1. Dow Chemical: The company replaces lime milk (Ca(OH)2) with electrolyte NaOH (mass fraction between 10% and 20%) in the saponification to significantly reduce the mass concentration of propanediol and dichloropropane in the saponified waste liquid and thus obtain relatively pure saline solution (NaCl and H2O). The saline solution is refined to make it saturated one, which is then transferred to the electrolytic bath for electrolysis that produces chlorine, hydrogen and sodium hydroxide. The chlorine is used as a raw material for the chlorohydrination process, and the sodium hydroxide is again used in the saponification. The recycling makes the process more economical. This refinement dramatically reduces the amount of waste water and residues (mainly composed of CaCl2) produced from saponification and as a result reduces the pollution of soil and water sources. However, the electrolytic process is energy-intensive.
2.ABB Lummus Global: The company comes up with the concept of closed-loop circulation, in which Cl2 and NaOH react with isobutanol to produce butyl hypochlorate as the chlorohydrating agent to reduce the use of Cl2; butyl hypochlorate react with propylene in the organic solvent to produce isobutanol and chloropropanol;and chloropropanol is saponified with the electrolyte to manufacture propylene oxide. Compared with the traditional chlorohydrination process, this refined process greatly reduces industrial wastewater, waste gases and residues. With a high mass concentration, the saline solution produced from saponification can be transferred to the electrolytic plant for electrolysis. The produced Cl2 and NaOH can be reused. But the process also has drawbacks, including large consumption of isobatyalcohol and high building costs for the facility.
A domestic firm has also developed its own environmentally friendly process for manufacturing PO, in which the recovered lime milk is saponified with the waste water and CaCl2 in the residual liquid. This process has been industrialized, producing significant social, environmental and economic benefits.

